


二、散热器阴极电泳工艺介绍
1、压铸铝合金散热器连续生产前处理-电泳-喷粉工艺
由于压铸铝散热器不需要做内防腐,因此对于产量大的规模型散热器厂家,可以采用前处理-电泳-喷粉全自动流水线,生产效率高,适合于大批量生产。该线各工序喷、浸结合,采用轨道输送链,电泳漆和塑粉的固化分别采用独立的桥式通过式烘道,前处理-电泳-喷粉完全实现连续无缝生产。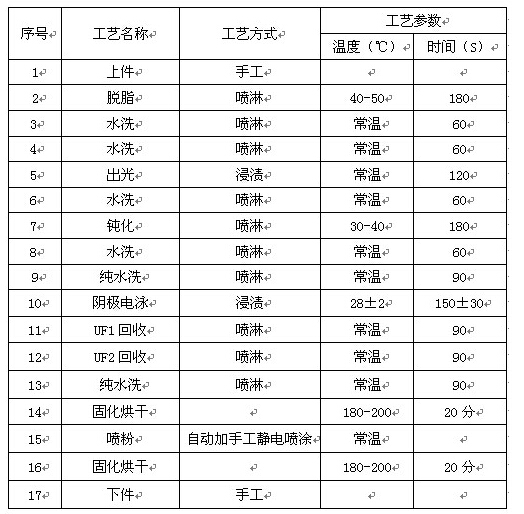
2、钢制散热器半自动生产前处理-电泳-喷粉工艺
钢制散热器一般需要涂装内防腐涂料,其内腔首先需要进行前处理,因此其前处理不能采用像处理压铸铝散热器那样的喷淋方式,对于产量大的生产厂,可以将前处理线和电泳-喷粉线分开布置,前处理、打压、内防腐涂装为手工间歇式处理,电泳、喷粉为自动化处理。
前处理-内防腐
根据各厂家实际情况,可以采用间歇式手动电葫芦垂直起吊工件,如果产量大,则可以采用电脑控制自行葫芦垂直起吊工件,实现自动化生产。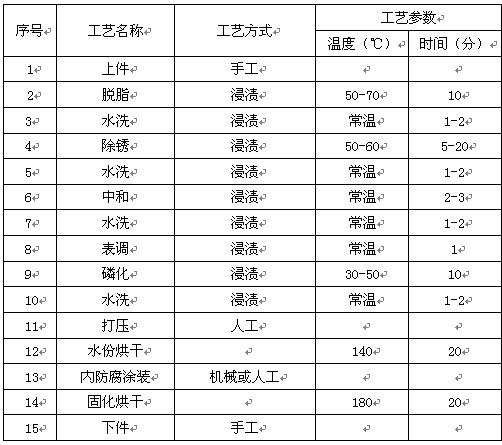
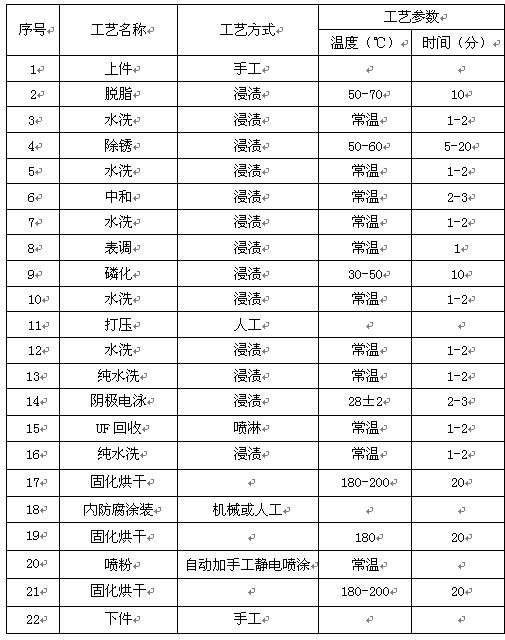
自动电泳-喷粉
采用轨道输送链,水洗工位为喷淋处理,电泳工位浸泡处理, 电泳漆和塑粉的固化分别采用独立的桥式通过式烘道。
3、钢制散热器间歇式前处理-电泳-喷粉工艺
对年产值在1亿以下的散热器生产厂,可以将前处理、电泳、喷粉全部采用间歇式手工生产,这样能节省投资,缩短设备安装时间,适合小批量、多品种生产。
4、钢制散热器间歇式简易电泳工艺
对目前产量暂时较低的散热器厂家,可以将工艺3简化,取消阴极电泳后面的UF水洗(其它工序不变),省去超滤系统、热交换系统的设备投入,该方比前一方案节省设备投资40%左右。但是,因为没有超滤系统,从电泳槽带出的余漆不能得到回收利用,且不能及时有效地滤出电泳漆中的杂质离子,会降低电泳漆利用率,增加材料消耗,缩短电泳漆更新周期,因而从长远看并不划算。
5、阴极电泳对磷化膜的要求
有些朋友对阴极电泳不太了解,以为采用阴极电泳底漆以后,就不用上磷化了;也有的朋友觉得采用阴极电泳底漆后,酸洗磷化就可以马虎点,反正电泳漆的性能好,可以弥补前处理的不足.这些想法都是不对的.采用阴极电泳工艺的散热器生产厂只是具备了产品上台阶的条件,但真正要提升产品质量和档次,则必须通过规范的工艺控制才能达成.事实上,没有良好的前处理,就得不到优异的电泳漆膜,阴极电泳涂装对前处理的要求更高.磷化膜必须是轻量极的(膜厚为2~6μm),过厚的磷化膜导致电阻增大,使电沉积的效率降低。 此外,电泳涂装还要求磷化膜致密而均匀,只有在工件的导电能力、电场强度一致的前提下,才能得到均匀的电沉积膜。我国广泛采用锌系或锌钙系中低温、低渣快速磷化工艺。低锌磷化与阴极电泳配套性好,可充分发挥阴极电泳涂装的优势,发达国家高档汽车的电泳涂装均采用低锌磷化。若在锌系或锌钙系磷化液中加入一定量的Ni2+或Mn2+(2~5g/L),可形成颗粒状晶粒致密的磷化膜,增强磷化膜的耐碱性,从而提高电泳涂层的耐腐蚀性。对磷化膜的具体要求为:
①外观:灰色均一,膜致密
②膜重量(g/m²): 2~3
③ 结晶尺寸(µ):2~7
④ P比(%):90~100(85%以下耐腐蚀性差)
此外,磷化后必须彻底洗净磷化膜上残留的可溶性盐,因为在湿热条件下这种可溶性盐容易引起涂层的脱落,且它带入电泳槽会严重污染电泳涂料,因此在工件进入电泳漆槽前应注意以下方面:
①去离子水的水质:PH=6~7
②工件流挂水电导率:20µs/cm以下
③工件流挂水取样法:取进入电泳工序前从工件上滴落下的水判断工件水洗状态。
下期内容预告:
三、阴极电泳涂装设备介绍
1、电泳施工设备
2、各系统作用和要求
3、电泳系统所有设备的安装要求



 微信公众号
微信公众号 手机站
手机站




